Klejonka jest płytą konstrukcyjną wykonaną przez sklejenie węższych desek drewnianych (obcinki, fryzy), które są ze sobą sklejone na całej szerokości.
Najbardziej znaną metodą produkcji klejonki jest połączenie "doczołowo", które powstaje wyłącznie poprzez sklejenie krawędzi dwóch fryzów.
Obecnie najczęściej stosuje się bardziej nowoczesny proces produkcji, a mianowicie frezowanie powierzchni o różnych typach profili w celu zwiększenia powierzchni styku. Gwarantuje to większą wytrzymałość klejonego połączenia.
Podstawowe zasady produkcji klejonki:
Deski, listwy lub klocki należy zawsze kleić rdzeń do rdzenia i biel do bieli.
Nigdy nie używa się środkowej części (rdzeń).

Klejonka musi być wykonana z tego samego drewna o tej samej gęstości.

Procedura wykonania klejonki krok po kroku
Wybraliśmy proces, w którym używamy noży profilowych z ogranicznikami do cięcia powierzchni na frezarce dolnej, a następnie skleimy tarcicę i klejonkę przepuścimy przez frezarkę grubościówkę.
Inną możliwą procedurą jest frezowanie na stole przy użyciu frezarki górnowrzecionowej i frezu.
1. Wybór noża profilowego
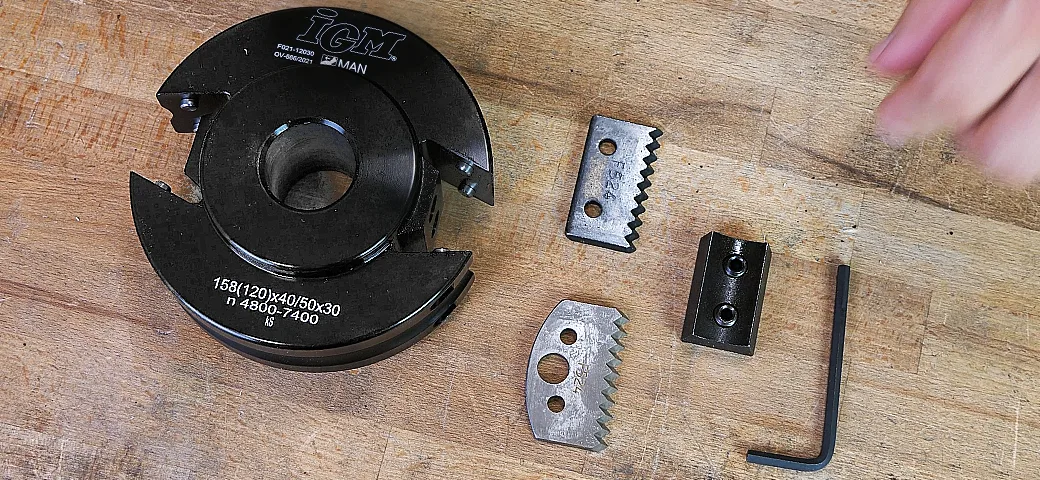
Pierwszą rzeczą do zrobienia jest wybór odpowiedniego noża profilowego. Do tej procedury wybrano nóż profilowy F026-524, który tworzy na drewnie zęby. Ząbkowana powierzchnia styku zwiększa klejoną powierzchnię drewna. Połączenie jest wtedy znacznie mocniejsze w porównaniu do połączenia doczołowego.
Powierzchnię styku połączenia klejonego można jednak również frezować innym nożem profilowym. Można na przykład użyć profilu 074, 075, 076, 077, 552 lub 117.
Ponieważ będziemy frezować na dolnej frezarce bez użycia podajnika, użyjemy uniwersalnej głowicy frezarskiej z oznaczeniem MAN do ręcznego podawania materiału. Ta głowica frezarska również wymaga użycia ograniczników skrawania. W przeciwieństwie do noża profilowego, ogranicznik jest nieco krótszy i nie ma szlifowanej krawędzi, ale zawsze musi mieć ten sam kształt. W naszym przypadku użyjemy ogranicznika o oznaczeniu F027-524.
2. Wybór tarcicy
Do wykonania klejonki użyliśmy heblowanych desek świerkowych o długości 1 metra i grubości 44 mm.
Do produkcji klejonki możesz wybrać dowolny rozmiar tarcicy.
Należy jedynie przestrzegać trzech podstawowych zasad produkcji klejonki, opisanych powyżej.
3. Mocowanie noży profilowych i ograniczników
Aby prawidłowo włożyć noże i ograniczniki do głowicy frezującej, należy umieścić głowicę frezującą na stole tak, aby logo IGM znajdowało się na górze. Noże profilowe umieścimy w głowicy w sposób, aby ostrza noży były skierowane przeciwnie do ruchu wskazówek zegara. Noże mają dwa małe okrągłe otwory, które należy dopasować do sworzni w głowicy frezującej.
Następnie w głowicy frezującej umieszczamy ograniczniki, które są ponownie montowane na sworzniach. Ograniczniki należy ustawić w taki sposób, aby końcówka ogranicznika była skierowana w stronę końcówki frezu profilowego. Ograniczniki są ustawione zgodnie z ruchem wskazówek zegara.
Po włożeniu noży i ograniczników do głowicy frezującej, przytrzymujemy je jedną ręką, a drugą wkładamy między nie klin mocujący. Łby śrub mocujących w klinie muszą być skierowane na zewnątrz.
Klin z boku wyrównamy z korpusem głowicy frezującej i za pomocą dołączonego klucza imbusowego dokręcamy obie śruby. Śruby dokręcamy na tyle mocno, aby klin w ogóle się nie poruszał i mocno trzymał nóż w miejscu.
4. Montaż głowicy frezującej na dolnej frezarce
Głowicę tnącą można teraz zamontować na wale frezarki dolnowrzecionowej tak, aby logo IGM było skierowane do góry. Pozostałą część wału wypełnimy podkładkami dystansowymi i użyjemy nakrętki zaciskowej, aby mocno dokręcić głowicę tnącą do wału.

5. Regulacja głowicy frezującej w stosunku do przykładnicy dolnej frezarki
Narzędzie jest już zainstalowane w maszynie. Teraz musimy wyregulować głowicę frezarską i przykładnicę. Głowicę frezarską obracamy ręcznie do góry, do oporu. Ograniczeniem jest pozycja głowicy, w której ostrze jest skierowane na zewnątrz od przykładnicy, w kierunku operatora maszyny.
Używając aluminiowej linijki, wyrównamy przykładnicę dokładnie z największą głębokością profilu na naszym nożu. W ten sposób będziemy frezować tylko profil potrzebny do połączenia i nie będziemy niepotrzebnie zwężać fryzu, pobierając więcej materiału. Tak wyrównaną przykładnicę należy mocno dokręcić.

6. Obliczanie i regulacja głowicy frezującej
Głowica jest ustawiona zgodnie z przykładnicą, pozostaje tylko wyregulować wysokość głowicy frezującej.
Aby to zrobić, musimy najpierw zmierzyć dokładną grubość materiału, który ma być frezowany. W naszym przypadku zmierzyliśmy 44 mm. Na nożu profilowym znajdujemy jego dokładny środek. Jeśli nóż ma wysokość 50 mm, będzie to 25 mm od krawędzi noża.
Połowa grubości naszych desek to 22 mm, a połowa grubości noża to 25 mm. Różnica wynosi więc 3 mm. Oznacza to, że musimy obniżyć głowicę frezującą poniżej poziomu stołu, tak aby dolna krawędź noża znajdowała się 3 mm poniżej płaszczyzny stołu. Górna krawędź noża frezującego będzie wówczas znajdować się 47 mm nad stołem. Możemy to sprawdzić za pomocą linijki lub używając obrzynka, na który przeniesiemy obliczone 47 mm.
7. Wykonanie próbki kontrolnej
Mamy ustawioną przykładnicę i wysokość głowicy frezującej, zatem możemy przystąpić do pracy. Najpierw jednak wykonamy próbkę testową, aby sprawdzić, czy ustawienia są prawidłowe i czy profile w próbkach pasują do siebie.
Pokud je vše v pořádku, můžeme se pustit do práce. Jeśli wszystko jest w porządku, możemy przystąpić do pracy.
8. Prawidłowe układanie i znakowanie tarcicy
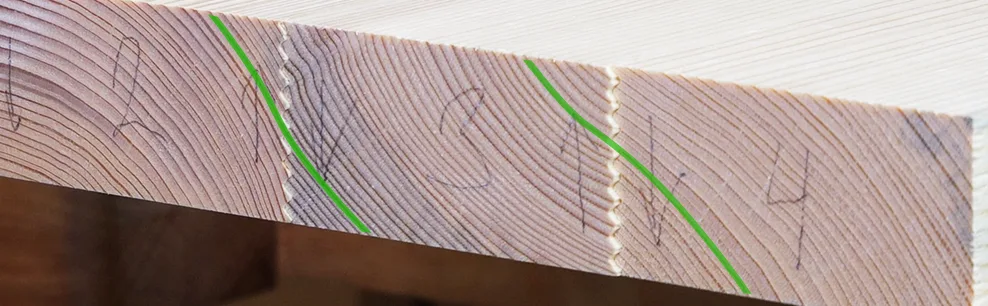
Idealnie jest najpierw złożyć deski razem tak, jak chcemy je skleić oraz oznaczyć je. Deski krawędziowe będą frezowane tylko z jednej strony, inne muszą być frezowane z obu stron. Aby upewnić się, se sąsiednie deski nachodzą na siebie rowek na ząb, a nie ząb na ząb, co drugi fryz podczas frezowania należy obrócić o 180°.
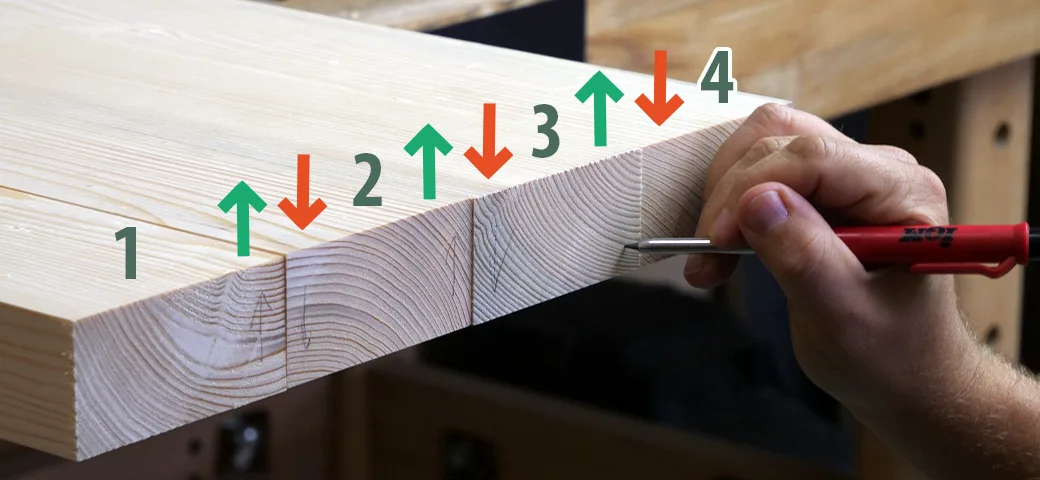
Przed frezowaniem należy oznaczyć wszystkie deski na powierzchni czołowej, na przykład strzałkami, jak na rysunku. Można też ponumerować deski w kolejności. Strzałka zawsze znajduje się z przodu deski i wskazuje orientację względem stołu frezarki.
9. Frezowanie profilu

Podczas frezowania strzałka zawsze znajduje na stronie frezarki i musi być skierowana w górę. Jeśli strzałka nie znajduje się na krawędzi, krawędź jest krawędzią skrajną i nie będzie frezowana.

10. Slepení spárovky
Następnie wyfrezowane krawędzie wystarczy posmarować klejem do drewna. Pędzelek silikonowy Titebond pomoże nam idealnie rozprowadzić klej w wyfrezowanych rowkach. Najlepszym klejem do klejenia połączenia jest Titebond Ultimate o wodoodporności D4. Połączenie będzie wtedy maksymalnie wytrzymałe i trwałe.

Fryzy z klejem powinny być mocno zaciśnięte zaciskami przez co najmniej 30 minut. Pełne utwardzenie spoiny zajmuje 24 godziny. Solidne ściski firmy IGM są idealne do zaciskania i mogą wywierać siłę zacisku do 800 kg. Ponadto plastikowe osłony szczęk zapobiegają wgnieceniom fryzów podczas zaciskania.
11. Porównanie grubości klejonki na grubościówce
Po 30 minutach można poluzować zaciski, usunąć nadmiar kleju i przeciągnąć klejonkę przez frezarkę grubościówkę. Klejonka jest gotowa i może być użyta do wykonania na przykład siedziska ławki, blatu stołu, wypełnienia drzwiczek lub czegokolwiek innego, co sprawi Ci satysfakcję z tworzenia.
